

用戶管口平口作業現場視頻:
概要:
本套設備專門為管板焊接中管口參差不齊影響到焊接質量和產品外觀,引進歐美先進技術和理念,在引進吸收 再創新的 基礎上,結合實際經驗,為提高生產率和操作性,我們開發了全新的管子平口機具。這是市場上較快速和 較強勁的管子 平口機,具有較高的生產效率。
功能特點:
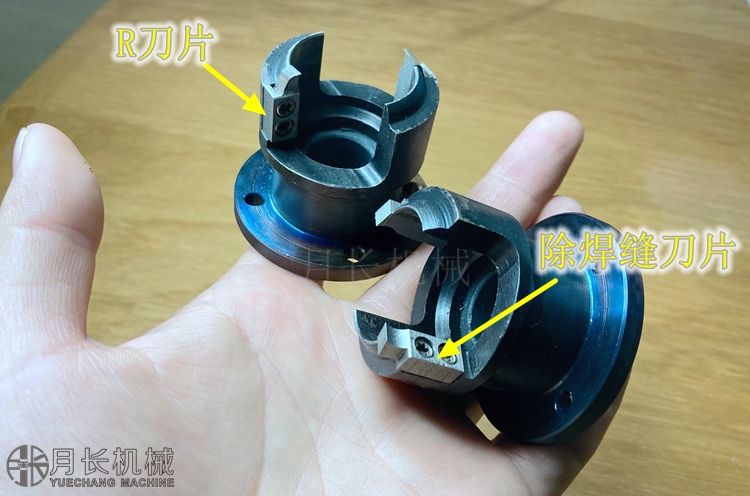
1、即可刮去管口多余長度,又可清除焊縫,一機多用;
2、選用氣動鎖緊及定位,安全快捷;
3、推桿式進刀和退刀,快速、方便;
4、機械冷切割,不會破壞管材質,只需幾秒即口完成一個平口;
5、機器使用壽命長,使用成本低,工作效率高;
6、根據管口特點,設計合理的刀架及刀具;
7、安全而舒適的人機工程學設計,利用平衡原理,減輕操作的負擔;
8、小巧緊湊的刀頭,可任意調節長度從而控制管口長度;
9、適用于材料包括:碳鋼、不銹鋼、鈦材等;
10、整體小巧,能不同位置使用,移動輕便靈活;
使用場合:
1、管口整平;2、快速倒角;3、清除焊縫;4、管口開坡口
以上四個功能本機同時具備。






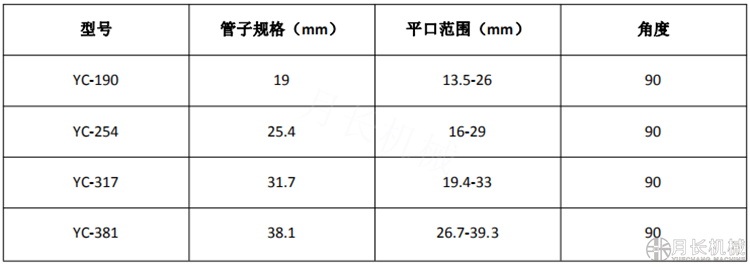
技術參數:
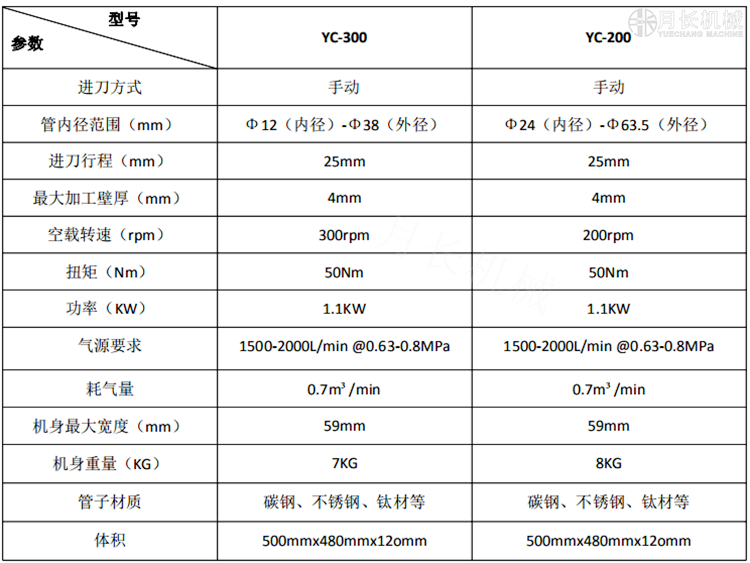
注:相關技術參數僅供參考,不作為最終交貨標準。
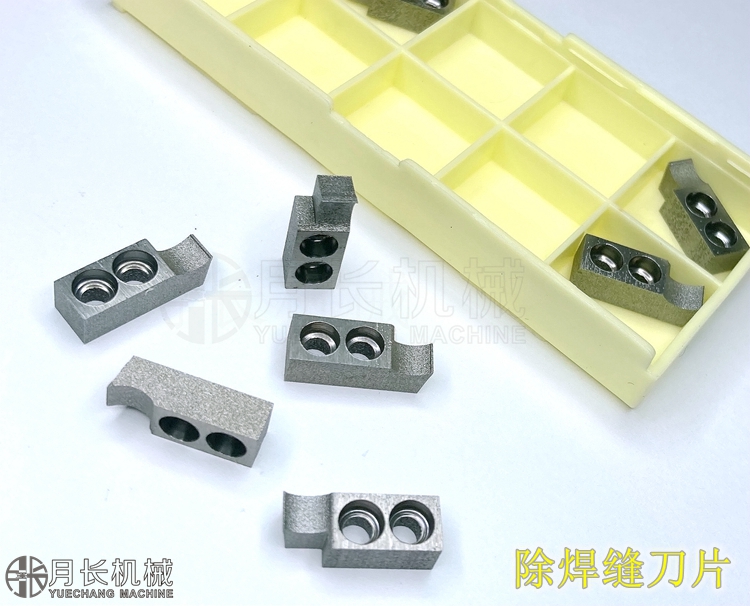
刀架介紹:
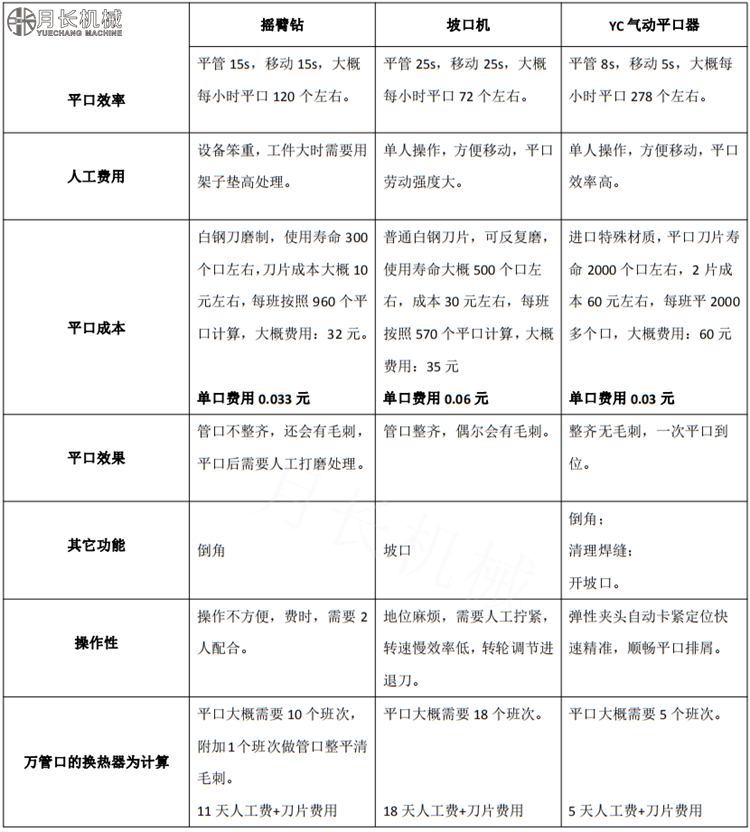
氣動平口器與傳統平口方式對比分析:(以304不銹鋼管Φ25x2平口長度5mm單班8小時為例)
發貨范圍:
1、YC氣動快速平口器(一臺)
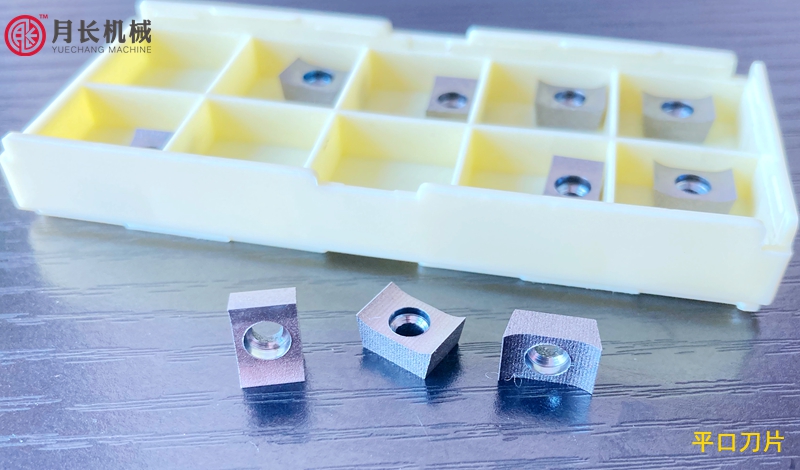
2、平口專用刀(20 片)
3、19、25、32 彈性定位夾頭一套
4、19、25、32 刀架一套
5、平衡吊
6、鋁制包裝箱(一個)
7、空氣濾清器一個
8、使用說明書和配件袋(一份)
9、專用工具一套
10、10 米氣管
質量保期:
從交付之日起,在正常使用情況下,整機質保期壹年
安全注意事項:
1.使用前,請先詳讀安全操作說明,并按照操作內容的說明來使用工具,以確保使用上的安全。
2.本工具禁止在有爆炸危險的場合使用。
3.嚴禁使用空氣以外的氣體當作氣源來使用工具,以避免爆炸的危險。
4.當不使用工具、更換配件或進行維修時,請先關掉空氣源并將工具和空氣源的接頭拔掉。
5.工具及其配件禁止自行更改,若使用不同的零件或非本公司出廠之零件,則不負保修責任。
6.當操作工具、維修工具或更換工具配件時,請隨時戴上可抵抗沖擊的眼罩及面具,即使是小的拋射物,亦會傷害 眼睛。
7.高音量會導致聽覺傷害,請使用者依據各地區的規定戴上合乎標準的耳罩,以保護使用者安全。
8.請不要直接接觸轉動中的傳動軸及配件,避免受傷,并戴上手套來保護手。
空氣的供給:
1.空壓管線的纏繞會導致嚴重的危險,請隨時檢查空壓管線,并放置在適當的位置。
2.所有的工具、配件、空壓管線都必須合乎空氣壓力與容積的要求。
3.供給工具使用的空氣必須是干凈且干燥,空氣中的水分會導致工具內部金屬生銹而造成損壞。
4.操作工具時,進氣口處最大壓力不可超過 90psi(7kg/cm2)。
5.整條壓縮空氣的供給管路包括接頭內徑不能小于 12mm,否則會影響氣流量導致平口機無力最終廢刀片。
注油及潤滑:
1.請使用注油器注油來潤滑工具馬達組,并將流量調制每分鐘 2 滴油,應使用氣動工具專用油(SEA#10-20 潤滑油) 2.若不使用注油器,則每班(4 小時)需從管接頭處注入 5cc 的氣動工具潤滑油來潤滑
3.每天工具用畢應從管接頭處注入 5cc 專用工具潤滑油,并操作 1-2 秒,將異物排出,后將工具至于潔凈的處所, 避免異物吹入或入侵后造成零件損壞。
4.每天注入少量潤滑油以潤滑傳動軸之間,減少磨損。
5.工具的潤滑保養是必須的,沒有按時保養潤滑,將導致工具的扭力降低及快速降低工具的使用壽命,此種情形將 不列入保修范圍。
6.避免使用腐蝕性的油,以避免破壞橡膠材質的油封及電木葉片等零件。
7.二聯件過濾減壓油霧器的使用如圖

設備操作注意事項:
1.通氣前使頂緊螺帽處于松開狀態,以免通氣后彈性夾頭處于空漲狀態,以至于夾頭損壞。使用工具前或用畢后, 應及時取下彈性定位夾頭,以避免汽缸動作而導致彈性定位夾頭損壞。
2.每種管子規格對應一種彈性定位夾頭,請選用合適的彈性定位夾頭。
3.擦入管口定位后,應注意管口和刀片有 1 mm 以上空隙,以避免瞬間轉動而損壞刀片及設備。
4.必須選用本機配置的氣管及接頭或相同規格的氣管及接頭,以免造成氣流量不足引起的轉速不同。
5.進刀時遇到管端不平請緩慢進刀,待刀片與管口完全接觸后可以快速推進,不然會造成管端高低不平引起的撞刀。 6.如遇進刀過程中設備劇烈顫抖,請及時放緩進刀速度,待管口平整后再進刀。
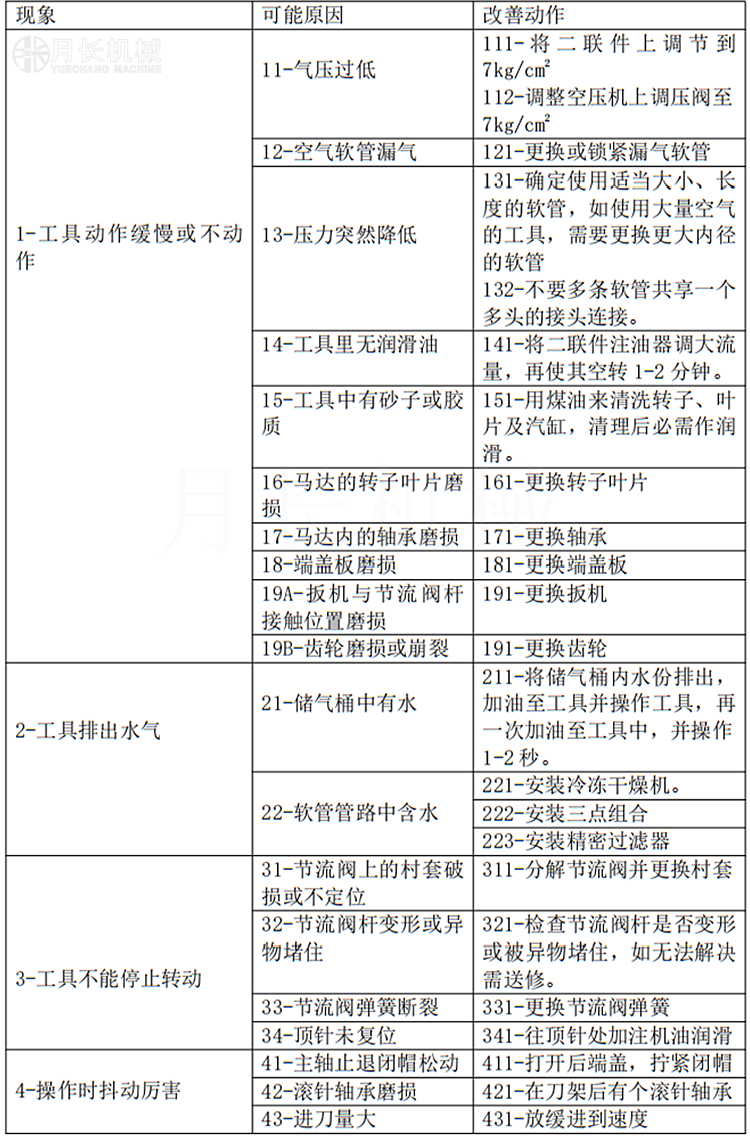
排除故障: